The following section is a detailed, technical dive into solid-liquid separation and industrial filtration theory. It has been meticulously compiled from nearly a century of expertise at Sparkler Filters.
Incorporating insights from :
Process Engineers who have optimized filtration systems across thousands of industrial applications.
Applications Engineers solving real-world process challenges in chemical, pharmaceutical, food, and mining industries
Mechanical Engineers specializing in equipment design, pressure vessels, and fluid dynamics
Research Scientists and PhD Filtration Experts who have pioneered advancements in filtration models, cake permeability studies, and process efficiency
This section is dedicated to all Sparkler Employees—both past and present—who have dedicated their careers to advancing industrial filtration. Their work has shaped the science, technology, and real-world application of filtration, and their contributions have built the foundation for the world around us today.
If you are looking for general filtration information, this might not be for you. But if you’re ready to explore advanced filtration mechanics, governing equations, and optimization strategies, then buckle up.
Introduction to Solid-Liquid Filtration
Solid-liquid filtration is a critical unit operation across industries including pharmaceuticals, chemicals, mining, food and beverage, and petrochemicals.
The goal of filtration is to :
Purify liquids by removing particulate contaminants.
Ensure process consistency by maintaining product clarity and throughput.
Recover valuable solids from a process stream.
Optimize efficiency with a predictable and repeatable process.
Extend lifespan of equipment and consumables. Reduce downtime and increase production.
Applying scientific principles and avoiding pitfalls leads to improved efficiency, and long-term reliability in industrial operations.
Industrial filtration relies on several key separation mechanisms, each offering unique advantages depending on process conditions, particle size, and solids loading.
A. Cake Filtration
A filter cake of retained solids builds up on the media surface, as multi-dimensional layers form and accumulate, efficiency naturally improves. However, this efficiency is compromised when the media surface is non-fixed or dimensionally unstable due to fluctuating velocities, pressures, disruptions, or other unexpected inputs.
Dynamic pore size reduction and tortuous path improves clarity as cake develops.
Most cost-effective method for achieving consistent sub-micron efficiencies; particularly with higher volumes.
Incorporating insights from :
Compressible solids (e.g., clays, biomass) collapse under pressure, increasing resistance and lowering porosity.
Incompressible solids (e.g., diatomaceous earth) maintain permeability and allow for steady filtration.
Excessive pressure can create a positive feedback loop, exponentially increasing resistance and reducing flow.
Filter Aids (DE & Perlite) : Maintain porosity and prevent premature
Cake Stability Considerations : Proper plate spacing and controlled pressure prevent bridging or premature cake collapse.
B. Size Exclusion Filtration
Particles larger than media pores are physically retained.
Common in membrane filtration and woven wire media.
Best for absolute particle retention in high-purity applications (e.g., pharmaceuticals, food & beverage).
Key Process Parameters Affecting Filtration Efficiency
Filtration performance is influenced by fluid properties, solids characteristics, and system design.
Temperature increases may lower viscosity, improving flow
Thermal Management Strategies: Heat tracing or controlled temperature operation can improve flow in high-viscosity applications.
B. Pressure Drop Considerations
Low-pressure drop (2-15 PSI) : Maintains efficiency and extends media life.
Excessive ΔP (>15 PSI) : Leads to compaction/compression, drag pressure reducing void fraction that can be countered with filter aid addition.
Optimized Driving Force : By balancing and controlling the driving force—treating pressure differential as a metered expenditure—steady flow is maintained without excessive cake compression.
Governing Equations of Filtration
The efficiency of a filtration process is governed by fluid dynamics and resistance models.
A. Darcy’s Law (Fundamental Filtration Equation)
The flow of liquid through a porous medium is described by Darcy’s Law.
Where :
K = Porosity of the filter cake (darcy)
Delta p = Pressure drop across the filter (atmosphere)
As cake thickness increases, the flow rate decreases due to higher resistance.
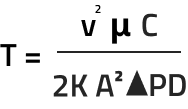
B. Cake Thickness and Volume Relationship
Where :
The increase in cake thickness is described by the equation L=CVDAL = \frac{CV}{DA}L=DACV, where L is the cake thickness, C represents the mass of solids per unit volume of liquid (g/L), V is the volume of liquid filtered (L), D is the bulk density of cake solids (g/cm³), and A is the filtration area (cm²).
C. Constant-Rate vs. Constant-Pressure Filtration
Where :
Constant-Rate Filtration:
Pressure increases over time as cake thickens.
Best for systems requiring consistent throughput.
Constant-Rate Filtration:
Flow rate decreases as cake thickness increases
Used in batch operations and laboratory testing.
Helps prevent excessive cake compaction in compressible solids.